Case Study: Restoring Turbine Oil Quality After Load Gear Bearing Failure
- Apr 22
- 2 min read
Updated: Apr 29
Butler-Warner Generation Plant, a major power plant located in North Carolina is operating a Frame 5P gas turbine recently experienced a failure in one of its load gear bearings. The incident caused severe contamination of approximately 1,800 gallons of Chevron GST 32 turbine oil, a critical lubricant for turbine performance and reliability.
Challenge: Metal Particles and Debris Threatened Turbine Reliability
Because turbine oil plays a vital role in protecting bearings, controlling temperature, and preventing wear, contamination of this magnitude posed a serious operational risk. Metal particles and debris introduced by the bearing failure threatened to accelerate wear, reduce lubrication efficiency, and potentially damage other components in the lubrication circuit.
To avoid costly downtime and oil replacement, the plant turned to Oil Filtration Systems for an on-site oil purification and tank cleaning solution.
Solution: On-Site Turbine Oil Filtration and Tank Cleaning
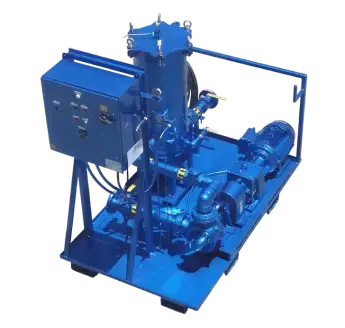
Oil Filtration Systems deployed a portable oil filtration system and certified field technicians to perform a comprehensive oil and tank cleaning process.
The procedure included:
Initial Oil Sampling and Analysis – Pre-cleaning samples were taken to assess contamination levels, identifying the presence of fine metal particles and degraded oil properties.
High-Efficiency Filtration and Dehydration – The oil was circulated through a high-efficiency filtration system designed to remove particulate matter, water, and oxidation byproducts.
Reservoir and System Cleaning – The storage tank and connected lines were cleaned to remove oxidation byproducts buildup that may hold particles, as well as the interior walls of the reservoir.
Final Oil Sampling and Verification – After processing, post-cleaning samples were collected and analyzed to verify cleanliness levels and confirm restoration of oil quality.


Results: Oil Restored to “Like-New” Condition
The results were exceptional:
Initial Contamination Level: ISO 17/16/12
Final Contamination Level: ISO 13/12/8
Oil Cleanliness Restored – Post-cleaning analysis confirmed the oil was restored to a “like-new” condition, free of metal particles and solid contaminants.
Extended Oil Life – The restored GST 32 oil met required ISO cleanliness targets, eliminating the need for full oil replacement.
System Integrity Maintained – Clean oil and a flushed system helped protect the new bearings and other critical turbine components.
Reduced Downtime and Cost – The plant avoided the cost and environmental impact of new oil procurement and disposal, returning the turbine to service faster.
Conclusion: Proven Turbine Oil Filtration and Purification Expertise
This project demonstrates how Oil Filtration Systems’ advanced oil purification technology can effectively restore contaminated turbine oil to optimal condition, even after a major equipment failure.
By combining expert analysis, on-site service, and proven filtration equipment, the team helped the power plant avoid costly oil replacement, reduce waste, and protect turbine reliability.
When turbine oil contamination threatens performance, Oil Filtration Systems provides the proven technology and expertise to restore oil quality and keep critical assets running smoothly.

Comments